- 水浸超扫检测液冷板常见焊接工艺缺陷
- 液冷爆发时代:水浸超扫对微通道水冷板(MLCP)的应用
- 央视8分钟高调定性!液冷行业乘风起,“无损检测”扶摇“热管理”直上九万里
- 致命误区!液冷泄露、宕机不是设备的锅,很大概率栽在看不见的“缺陷”上 — 和伍SAM一键识别
- 国产超声坚守Seedance 大模型液冷散热板的质量之战,和伍一直都在!
- C-SAM开启无损检测,破局液冷板质检困局
- 在发丝般细的液冷板里“排雷”,超声波显微镜的精密守护
- 国产超声SAM守护液冷板散热的秘密
- MLCC超声检测
- 什么是超声波A扫描、C扫描
邮箱:
手机:13585625933
电话:021-54337983
地址:上海市奉贤区奉浦大道1599号上海交通大学国家大学科技园1号楼
从破坏到无损:制造质量检测方式如何不断进化?
人类一直在寻找,看见“看不见”的方法。
19世纪,工业革命推动着桥梁、蒸汽机、铁路设备等大型工程快速发展。随着工业规模不断扩大,一个新的问题逐渐摆在工程师面前:一件产品看起来完好,但它的内部是否同样可靠?早期制造中,人们更多依靠经验判断产品质量。观察外观、测量尺寸、敲击听声,工匠通过长期积累的经验判断产品是否符合要求。但随着制造结构越来越复杂,人们逐渐发现:表面看到的,并不一定代表真实状态。隐藏在材料内部的问题,可能影响产品长期可靠性。这也带来了新的探索方向:
如何了解产品内部状态,而不仅仅依靠外观判断?

从材料测试,到看见材料内部
随着工业制造的发展,人们开始希望用更加科学的方法评价材料。18世纪以后,材料力学逐渐发展,人们开始通过实验研究材料在不同条件下的表现。拉伸试验、硬度测试等方法逐渐应用,让工程师能够用数据描述材料:
• 强度如何
• 硬度如何
• 能承受怎样的载荷

拉伸试应力-应变关系图
这些方法改变了过去依靠经验判断材料性能的方式。随着研究不断深入,工程师逐渐意识到,材料性能的差异,并不只来自外部条件,其根源往往隐藏在内部结构之中。同样的材料,为什么会表现出不同的强度和可靠性?答案可能存在于材料内部。
“**次”观察材料内部微观结构
19世纪,显微观察技术的发展,为材料研究打开了新的方向。1831年前后,英国科学家亨利·克利夫顿•索比(Henry Clifton Sorby)开始利用显微镜研究材料内部结构。随着金属制样、抛光和腐蚀技术的发展,金相分析逐渐形成。工程师通过:取样 → 打磨 → 腐蚀 → 显微观察,可以看到金属内部的组织形态。人们**次认识到:一块看似普通的金属,内部其实存在复杂的微观结构,而这些结构会影响材料性能。金相分析让材料内部从“未知”变成“可观察”。

早期金相分析观察图
然而,新的需求也推动着检测方式继续演进。如果想了解一件已经制造完成的产品内部状态,是否每一次都需要把它切开?对于材料研究和失效分析来说,破坏性分析依然具有重要价值。但对于工业生产而言,人们需要一种新的方式:既能够了解内部,又能够保持产品完整。
从破坏取样,到无损检测
X射线:让内部结构**次被看见
1895年,德国物理学家威廉·康拉德·伦琴发现X射线。这种能够穿透部分物质的射线,为人类观察物体内部提供了一种新的可能。过去,人们需要通过切割样品了解内部;而X射线让工程师**次能够在不破坏物体的情况下获得内部影像。20世纪初,随着工业制造的发展,X射线逐渐进入工业检测领域。在铸件、焊接结构等制造过程中,射线检测帮助工程师发现内部异常。检测方式由此发生变化:从破坏后分析,走向不破坏观察。伴随工业产品结构持续复杂化,制造领域对内部检测提出了更高要求。检测不再只是回答:“内部有没有异常?”还需要进一步了解:
• 异常具体在哪里
• 内部结构是否连续
• 不同材料之间是否形成有效结合。
人们需要一种能够提供更多内部信息的方法。

早期工业X射线检测
超声检测:利用声音探索材料内部
人类对未知世界的探索,并不只发生在制造领域。20世纪初,人们开始尝试利用声波探索那些无法直接观察的信息。1912年4月15日,泰坦尼克号在北大西洋撞上冰山后沉没。这场灾难让人们意识到:很多危险,并不是不存在,而是因为人类无法提前看见它。海面之下,冰山隐藏在视线之外。虽然当时人们还无法利用声波实现材料内部检测,但探索未知信息的需求推动了探测技术不断发展。

早期海洋探索中仪器探测
而材料内部,同样存在无法直接观察的问题。工程师进一步探索:能否利用某种方式,让声音成为探索未知的一种工具?随着声波探测技术的发展,人们逐渐发现:声音不仅可以被听见,也能够携带空间和结构的信息。这种探索,为后来超声技术进入工业检测提供了基础。
随着超声波技术的发展,科学家开始尝试将其应用于材料检测。1929年,苏联科学家谢尔盖·雅科夫列维奇·索科洛夫提出利用超声波检测材料内部缺陷的方法。这意味着:声波不仅可以探索海洋中的未知目标,也能够进入材料内部,寻找隐藏的问题。20世纪40年代,美国科学家弗洛伊德·费尔斯通(Floyd Firestone)提出超声脉冲回波检测方法。通过向材料内部发射超声波,并接收返回的信号,工程师可以根据声波传播变化判断内部状态。当超声波遇到:
• 材料界面
• 空洞区域
• 分层区域
会产生不同的反射信号。这些回波信息,为工程师提供了分析材料内部状态的新方式。超声检测逐渐成为工业无损检测的重要技术方向。

超声脉冲回波检测原理图
从一个回波,到一张内部图像
早期工业超声检测主要依靠观察波形信号进行判断。这种方式能够提供内部信息,但检测结果更多依赖经验。随着电子技术和计算机技术的发展,超声检测逐渐进入数字化阶段,检测信息开始从单一波形,发展为更加直观的图像。
A扫描:从回波信号中寻找异常
A扫描记录超声波传播过程中的回波变化,并以波形形式呈现。工程师可以通过:
• 回波出现的位置
• 信号幅值变化
• 波形特征
判断材料内部是否存在异常。A扫描让人类能够通过声波信息,判断那些无法直接看到的问题。适用场景:适用于单点状态分析、缺陷定位以及厚度测量。简单来说,A扫描更像是在读取一个位置的内部信息。

A扫描
B扫描:让内部信息呈现为截面
随着数据处理技术的发展,多个检测位置的信息可以被组合起来。B扫描由此发展。相比A扫描只显示单点回波变化,B扫描能够将检测信息转换为二维截面图像。工程师可以观察:
• 内部结构截面
• 异常区域深度
• 缺陷形态变化
检测结果开始从“一个信号”,转变为“一个截面”。适用场景:适用于观察内部截面结构、缺陷深度以及层间变化。简单来说,B扫描更像是在查看一条内部剖面。

B扫描
C扫描:从局部观察到区域成像
C扫描进一步将检测区域内的超声信息进行平面化展示。通过逐点扫描和数据处理,设备可以将不同位置的回波信息转换为二维图像。相比A扫描和B扫描,C扫描能够更加直观地呈现:
• 异常位置
• 分布范围
• 区域性变化
C扫描并不是简单拍摄内部照片,而是将超声回波信息经过采集、处理和空间映射后形成的可视化结果。适用场景:适用于内部缺陷分布、界面结合状态以及区域性异常分析。简单来说,C扫描更像是在观察整个区域内部状态。

C扫描
T扫描:利用透射信号观察整体变化
T扫描(Through Transmission Scan)采用发射和接收相对布置的方式,通过检测超声波穿透材料后的能量变化,分析内部异常。相比反射式检测,T扫描对于某些整体衰减变化和大范围异常区域具有一定优势。适用场景:适用于复合材料、层间脱粘等需要关注透射变化的检测场景。简单来说,T扫描更像是在判断材料整体的透声状态变化。

T扫描
超声技术在现代制造中的应用
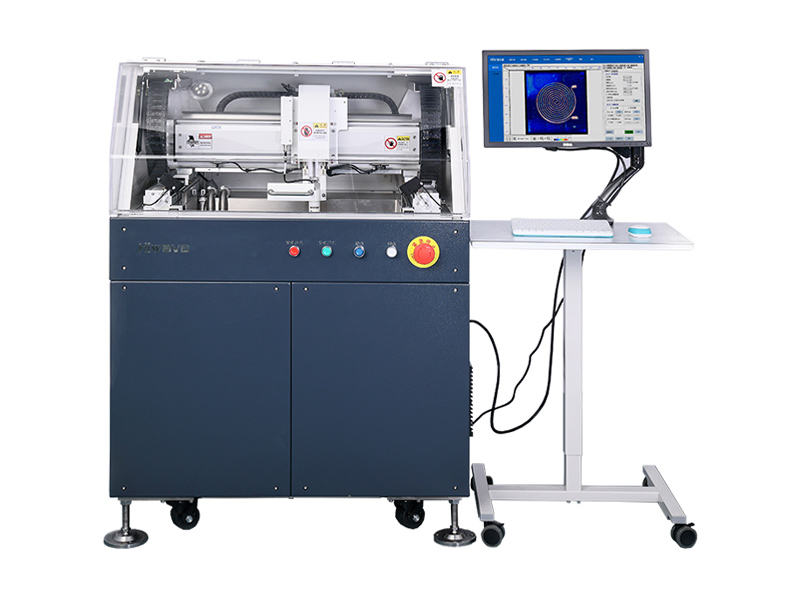
随着现代制造不断向高精度、高可靠方向发展,产品结构越来越复杂。多层材料、精密连接以及微小结构,对检测提出了更高要求。检测不再只是回答:“产品有没有问题?”而是进一步回答:“问题在哪里?”“如何产生?”“如何优化制造过程?”相控阵超声技术的发展,让检测方式进一步提升。通过多个阵元控制声束,相控阵能够实现更加灵活的检测方式,提高检测效率,并获取更丰富的信息。与此同时,数字化技术的发展,让检测结果能够被记录、分析和追溯。检测正在从单纯的质量判断,逐渐发展为制造过程中的数据支撑。随着制造业向高集成、高可靠方向发展,不同产业对内部检测提出了不同需求。针对需要高分辨率内部观察和精细化分析的场景,超声扫描显微镜通过高频超声和C扫描成像,对微小结构和材料内部界面状态进行分析。这类技术应用于:
• 半导体封装
• 功率器件
• IGBT模块
• MLCC等电子元件

超声扫描显微镜
而面对现代制造中的批量检测需求,水浸相控阵技术通过多阵元控制声束,实现快速扫查,并结合数字化流程提升检测效率和数据管理能力。这类技术应用于:
• 服务器散热结构件
• 新能源相关结构件
• 批量制造零部件
• 液冷板

超声水浸相控阵
从*初依靠经验判断,到通过材料分析认识内部结构,再到利用超声成像获取不可见的信息,检测技术的发展,本质上是人类不断拓展认知边界的过程。随着制造结构不断复杂化,可靠性要求持续提升,未来检测技术也将继续向更高分辨率、更智能、更数据化方向发展。
Hiwave将持续探索超声成像技术,让更多隐藏在产品内部的信息被发现、被理解。看见内部。理解结构。让可靠,有据可循。
- 上一篇:IGBT模块失效,可能不是突然发生
- 下一篇:没有了!
-
2026-04-27水浸超扫检测液冷板常见焊接工艺缺陷
-
2026-04-24液冷爆发时代:水浸超扫对微通道水冷板(MLCP)的应用
-
2026-04-16央视8分钟高调定性!液冷行业乘风起,“无损检测”扶摇“热管理”直上九万里
-
2026-03-05国产超声坚守Seedance 大模型液冷散热板的质量之战,和伍一直都在!
-
2026-02-09C-SAM开启无损检测,破局液冷板质检困局