- PCD金刚石缺陷检测有哪些方式?
- 超声扫描显微镜(SAM)在锂电池缺陷检测应用
- 复合材料超声无损检测怎么做?Hiwave和伍是这样做的
- Hiwave和伍超声扫描显微镜在新能源汽车检测行业的应用
- 无损检测超声波探伤怎么做?Hiwave和伍超声扫描显微镜有办法
- 金刚石缺陷分析怎么做?Hiwave和伍超声扫描显微镜给你答案
- Hiwave和伍超声扫描显微镜如何给芯片做缺陷检测
- 声学扫描显微镜检查的必要性
- 金刚石内部缺陷如何快速检测
- 超声扫描显微镜怎样检测新能源汽车动力电池
邮箱:service@ihiwave.com
手机:18302103922(微信同号)
电话:021-54337983
地址:上海闵行区剑川路953弄322号一楼


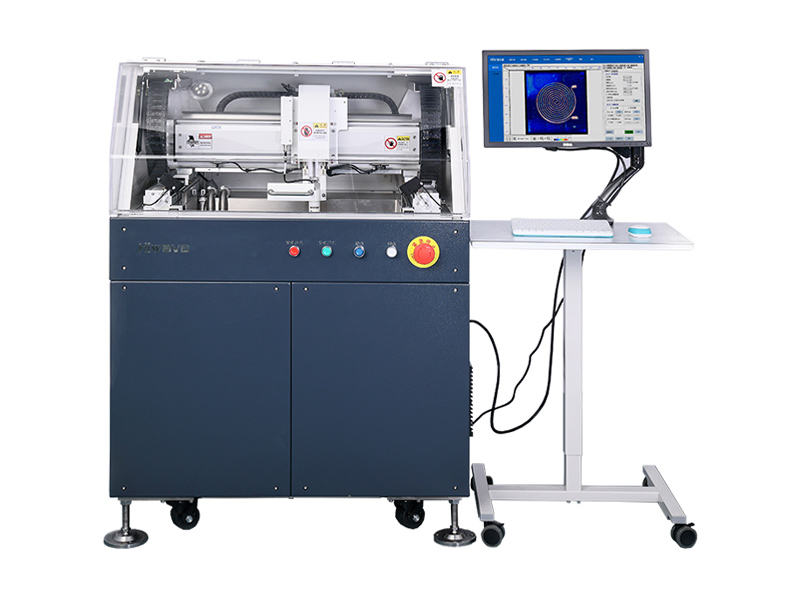
品牌:S800
类别:超声扫描显微镜
在今年MWC 2015展会上,PC制造商惠普推出了其新款旗舰产品Spectre Pro x360,它的机身采用了铝合金精密工艺打造,同时所具备的翻转特性也是目前市场上的主流趋势。在配置方面,惠普Sp...
超声扫描显微镜(SAM)是一种利用超声波为传播媒介的无损检测成像设备,主要利用高频超声波,对各类半导体器件、材料进行检测,能够检测出样品内部的气孔、裂纹、夹杂和分层等缺陷,并以图形的方式直观展示。在扫描过程中,不会对样品造成损伤,不会影响样品性能,可满足陶瓷基板、IGBT、水冷散热器、电器焊接件、碳纤维复合材料等产品质控需求。

上图仅供参考,实际产品可能会有所差别
一、机电特性
|
机电特性 |
规格型号 |
|
整机尺寸 |
1900mm×1550mm×1650mm |
|
水槽尺寸 |
1250mm×1200mm×450mm |
|
有效扫描范围 |
1000mm×700mm×150mm; |
|
*大扫描速度 |
1000mm/s |
|
图像推荐分辨率 |
1~4000um |
|
重复定位精度 |
X/Y≤±0.01mm,Z≤±0.02mm |
|
上下水 |
水压注水,水泵排水 |
二、厂务安装条件
2.1 设备尺寸
设备整机尺寸1900mm(长)×1550mm(宽)×1650mm(高)。安装方案基于空间占用*小化和维护/服务条件*优化的需要,保证在设备周围留有600mm的空间,可以方便工作人员进行操作、维护。
2.2 电脑桌
设备配有电脑桌,用于安放鼠标、键盘及显示器。用户也可自行配备。
2.3 电力供应
工作电源:220V±10%/50Hz,2KW
2.4 水源
设备需要自来水、去离子水或者纯净水,并且需要定期更换。水温要求:15~30℃
2.5 环境温度要求:20~35℃
2.6 环境相对湿度:35℃≤50%RH
2.7 周边环境:
不要放在强磁场、电磁波和产生高频设备的旁边。
减少振动。
灰尘少、湿气少,没有腐蚀性气体的地方。
电源的变化,限制到*小。
为了防止地震的损坏,四周一定要固定。
三、设备主要配置表
|
序号 |
名称 |
规格 |
|
1 |
扫描系统 |
X轴:直线电机驱动;Y轴:伺服电机驱动;Z轴:步进电机驱动 |
|
2 |
水槽 |
1250mm×1200mm×450mm |
|
3 |
超声发射、接收器 |
带宽1-65MHz |
|
4 |
高速数据采集卡 |
采样频率500MHz |
|
5 |
超声探头 |
本机标配15MHz0.75in探头一颗 |
|
6 |
工控机 |
I7代处理器,32GB内存,2T硬盘,Windows 10-64 位操作系统,USB及网络接口。 |
|
7 |
显示器 |
两个27"液晶显示器 |
|
8 |
检测软件 |
一套和伍超声无损检测软件V2.0 |
四、应用领域
4.1 水冷散热板焊接缺陷检测
|
测量能力 |
能力描述 |
|
标准块测量误差 |
测量机械加工的标准块,在软件进行强度校准的前提下,超声检测多次测量误差在±1%。 |
|
工件测量误差 |
指定的钎焊水冷板重复扫描至少五次,评估每次扫描钎着率波动范围小于5% |
|
厚度测量范围 |
Al材料: 0.6 ~ 20mm(10MHz-25MHz探头) 注:根据客户工件的材料和厚度选配探头 |
|
缺陷识别能力 |
在测量系统厚度能力范围内,被测材料声速在标准材料声速±5%以内的情况下,且超声入射表面为平面的被测产品的水平方向的结合缺陷的识别能力为0.3毫米(25MHz探头)。 |
4.2 低压电器焊接缺陷检测
|
测量能力 |
能力描述 |
|
标准块测量误差 |
测量机械加工的标准块,在软件进行强度校准的前提下,超声检测多次测量误差在±1%。 |
|
工件测量误差 |
选取合金银触点工件,采用同一处方且检测量程不变的情况下分别调整增益22dB、26dB、30dB进行检测,三次检测结果钎着率差值在±1%以内。 |
|
厚度测量范围 |
Ag材料: Cu材料: 0.3 ~ 1.5mm(25MHz探头) 0.5 ~ 1.4mm(25MHz探头) 1.0 ~ 4.0mm(15MHz探头) 1.2 ~ 3.7mm(15MHz探头) 注:根据客户工件的材料和厚度选配探头 |
|
缺陷识别能力 |
在测量系统厚度能力范围内,被测材料声速在标准材料声速±5%以内的情况下,且超声入射表面为平面的被测产品的水平方向的结合缺陷的识别能力为0.15毫米(15MHz、25MHz探头)和0.22毫米(10MHz探头)。 |
4.3 其他领域
本产品还可以应用于碳纤维复合材料、棒材、靶材、铜钼铜等材料的检测。
五、软件功能
|
软件功能 |
功能描述 |
|
手动扫描 |
可以通过手动的方式生成C扫描图像,反映被检焊接结合面结合情况,并以钎着率、缺陷面积等数值的形式显示检测结果。钎着率计算默认正峰值计算。 |
|
探头与C扫图像对位 |
可通过点击C 扫图的具体像素点将探头移至与实际被检工件相对应的位置。 |
|
手动分析 |
对生成的C扫图片可以进行各种编辑,包括加框(确认有效分析区域),测距,修改阈值,图片剪裁,弧面补偿等。 |
|
多种扫描模式 |
主要扫描模式:A扫描模式、B扫描模式、C扫描模式、快速扫描、自动扫描、、区域扫描、顺序扫描、一次多层扫描等多种扫描模式; (1) A扫描:对某一定点接收到的超声信号,进行成像处理,横坐标为时间,纵坐标为超声信号,可以反映缺陷的位置、大小信息; (2) B扫描:对某一截面内的超声波信号,以灰度或彩色的形式显示在二维平面内,横坐标代表扫查机构的位移方向,纵坐标代表超声波传播的深度方向,反映缺陷在样品内的相对深度信息; (3) C扫描:对某一深度的截面进行扫描,是X-Y二维平面内移动并选取A扫描特定深度的点的信号成像,显示的是水平截面的缺陷信息; (4) 区域扫描:可自定义检测区域,并对检测区域进行扫描; (5) 批量扫描:对放置于水槽中的一种或多种工件进行自动检测; (6) 一次多层扫:同时扫描≤50层。 |
|
报告自动生成 |
可对检测结果自动进行编辑并输出报告文档。 |
|
探头管理 |
可对不同型号探头进行更换或编辑。 |
|
一键自动校准 |
可自动对检测设备坐标偏移及检测系统能量变化,能实时校准系统漂移,保证检测结果的准确性和稳定性。 |
|
不锈钢标准强度 |
系统自带满足GBT 11259-2015《超声波检测用钢对比试块的制作与校验方法》的不锈钢标准块。认定该不锈钢标准块的超声反射强度=100 STSS(“STainless Steel Standard”的缩写),其他所有材料的检测相对于STSS做换算。 |
|
缺陷检测能力 |
焊接缺陷、粘接缺陷、封装分层、粘片空洞等区域和良好区域。 可对缺陷尺寸和面积进行自动统计和计算。也可根据客户的要求,提供有偿定制开发服务。 |
|
断层检测 |
对被测工件不同深度位置独立对焦和扫描,形成多层断层图像,展现立体缺陷。 |
|
声速检测 |
声音在被测材质中的飞行速度。 |
- 上一篇:S1000 高速型 超声扫描显微镜
- 下一篇:S600G 高速型 超声扫描显微镜